作业准备
Operation preparation
→
→
选择螺栓并配套
Select bolts and match them
→
→
接头组装
Joint assembly
→
→
安装临时螺栓
Install temporary bolts
→
→
安装高强螺栓
Install high-strength bolts
→
→
高强螺栓紧固
High-strength bolt fastening
→
→
检查验收
Inspection and acceptance
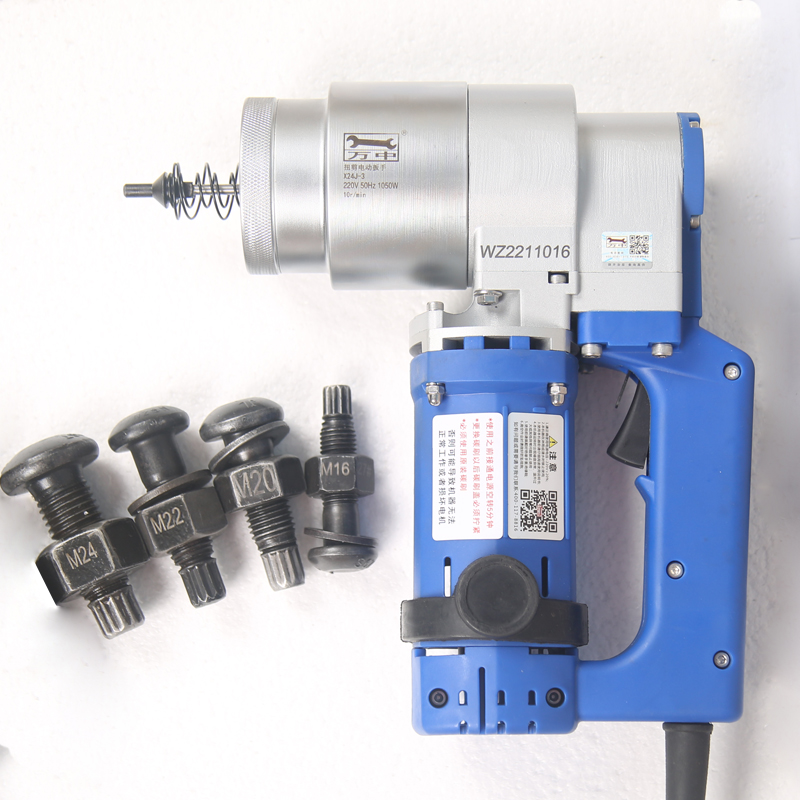
3.2 螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部螺栓梅花卡头切口处的长度。选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
3.2 Selection of bolt length: the length of torsional shear high-strength bolt is the length from the root of bolt head to the cut of bolt plum clamp head. The length of the selected bolt shall be the thickness of the fastening connecting plate plus the thickness of a nut and a washer, and after fastening, the excess length of not less than two threads shall be exposed. Generally, the thickness of the connecting plate plus the increased length in Table 5-2 shall be taken as an integral multiple of 5mm.
表
surface
螺栓公称直径
Nominal diameter of bolt
增加长度
Increase length
3.3 接头组装:
3.3 Joint assembly:
3.3.1 连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴。
3.3.1 The steel plate or section steel at the connection shall be flat, and the plate edge and hole edge shall be free of burrs; Warpage and deformation at the joint must be corrected to prevent damage to the friction surface and ensure that the friction surface is tight.
3.3.2 装配前检查摩擦面,试件的摩擦系数是否达到设计要求,浮锈用钢丝刷除掉,油污、油漆干净。
3.3.2 Before assembly, check the friction surface, whether the friction coefficient of the test piece meets the design requirements, remove the floating rust with a wire brush, and remove the oil stain and paint.
3.3.3 板叠接触面间应平整,当接触有间隙时,应按规定处理,见表5-3。
3.3.3 The contact surfaces of the stack shall be flat. When there is a gap in the contact, it shall be treated according to the regulations, see Table 5-3.
表
surface
间隙大小
Gap size
处 理 方 法
Treatment method
1mm以下
Less than 1mm
不作处理
No treatment
3mm以下
Less than 3mm
将高出的一侧磨成1∶10斜面打磨方面应与受力方面垂直
Grind the higher side into a 1:10 inclined plane, and the grinding shall be perpendicular to the stress
3mm以上
More than 3mm
加垫板,垫板两面摩擦面处理方法与构件相同
Add a base plate, and the treatment method of the friction surface on both sides of the base plate is the same as that of the component
3.4 安装临时螺栓:连接处采用临时螺栓固定,其螺栓个数为接头螺栓总数的1/3以上;并每个接头不少于两个,冲钉穿入数量不宜多于临时螺栓的30%。组装时先用冲钉对准孔位,在适当位置插入临时螺栓,用扳手拧紧。不准用高强螺栓兼作临时螺栓,以防螺纹损伤。
3.4 Installation of temporary bolts: the connection shall be fixed with temporary bolts, and the number of bolts shall be more than 1/3 of the total number of joint bolts; Each joint shall not be less than two, and the number of punched nails shall not be more than 30% of the temporary bolts. During assembly, align the hole position with the punch, insert the temporary bolt at the appropriate position, and tighten it with a wrench. It is not allowed to use high-strength bolts as temporary bolts to prevent thread damage.
3.5 安装高强螺栓:
3.5 Installation of high-strength bolts:
3.5.1 安装时高强螺栓应自由穿入孔内,不得强行敲打。扭剪型高强螺栓的垫圈安在螺母一侧,垫圈孔有倒角的一侧应和螺母接触,不得装反(大六角头、高强螺栓的垫圈应安装在螺栓头一侧和螺母一侧,垫圈孔有倒角一侧应和螺栓头接触,不得装反)。

3.5.1 High-strength bolts shall be freely penetrated into the hole during installation and shall not be forcibly knocked. The washer of torsional shear type high-strength bolt shall be installed on the side of the nut, and the chamfered side of the washer hole shall contact the nut, and shall not be installed reversely (the washer of large hexagon head and high-strength bolt shall be installed on the side of the bolt head and the nut, and the chamfered side of the washer hole shall contact the bolt head, and shall not be installed reversely).
3.5.2 螺栓不能自由穿入时,不得用气割扩孔,要用绞刀绞孔,修孔时需使板层紧贴,以防铁屑进入板缝,绞孔后要用砂轮机孔边毛刺,并铁屑。
3.5.2 When the bolt cannot penetrate freely, it is not allowed to use gas cutting to enlarge the hole, and it is required to use a reamer to ream the hole. When repairing the hole, it is necessary to make the plate layer close to prevent the iron chips from entering the plate joint. After reaming, it is necessary to use a grinder to remove the burr at the hole edge and remove the iron chips.
3.5.3 螺栓穿入方向宜一致,穿入高强螺栓用扳手紧固后,再卸下临时螺栓,以高强螺栓替换。不得在雨天安装高强螺栓,且摩擦面应处于干燥状态。
3.5.3 The penetration direction of bolts should be consistent. After the high-strength bolts are tightened with a wrench, the temporary bolts should be removed and replaced with high-strength bolts. High-strength bolts shall not be installed in rainy days, and the friction surface shall be dry.
3.6 高强螺栓的紧固:必须分两次进行,次为初拧。初拧紧固到螺栓标准轴力(即设计预拉力)的60%~80%,初拧的扭矩值不得小于终拧扭矩值的30%。第二次紧固为终拧,终拧时扭剪型高强螺栓应将梅花卡头拧掉。为使螺栓群中所有螺栓均匀受力,初拧、终拧都应按一定顺序进行。
3.6 Fastening of high-strength bolts: it must be carried out in two times, the first time is the initial tightening. The initial tightening shall be tightened to 60%~80% of the standard axial force of the bolt (i.e. the design pretension), and the torque value of the initial tightening shall not be less than 30% of the final tightening torque value. The second tightening is the final tightening. When the final tightening, the torsion-shear high-strength bolt should be screwed off the Torx clamp. In order to make all bolts in the bolt group uniformly stressed, the initial and final tightening should be carried out in a certain sequence.
3.6.1 一般接头:应从螺栓群中间顺序向外侧进行紧固。
3.6.1 General joints: tighten from the middle to the outside of the bolt group.
3.6.2 从接头刚度大的地方向不受约束的自由端进行。
3.6.2 From the place with large joint stiffness to the free end without restraint.
3.6.3 从螺栓群向四周扩散的方式进行。
3.6.3 Spread from the center of the bolt group to the surrounding.
初拧扳手应是可以控制扭矩的,初拧完毕的螺栓,应做好标记以供确认。为防止漏拧,当天安装的高强螺栓,当天应终拧完毕。
The initial tightening wrench shall be able to control the torque. The bolts after initial tightening shall be marked for confirmation. In order to prevent missing tightening, the high-strength bolts installed on the same day should be finally tightened on the same day.
终拧应采用专用的电动扳手,如个别作业有困难的地方,也可以采用手动扭矩扳手进行,终拧扭矩须按设计要求进行。用电动扳手时,螺栓尾部卡头拧断后即表明终拧完毕,检查外露丝扣不得少于2扣,断下来的卡头应放入工具袋内收集在一起,防止从高空坠落造成事故。
Special electric wrench shall be used for final tightening. If individual operations are difficult, manual torque wrench can also be used. Final tightening torque shall be carried out according to design requirements. When using an electric wrench, the final screwing is completed after the bolt tail clamp is broken. Check that the exposed threads are not less than 2 threads. The broken clamp should be put into a tool bag and collected together to prevent safety accidents caused by falling from height.
3.7 检查验收:
3.7 Inspection and acceptance:
3.7.1 扭剪型高强螺栓应全部拧掉尾部梅花卡头为终拧结束,不准遗漏。
3.7.1 Torsional shear type high-strength bolts shall be completely screwed off at the end of the final screwing, without omission.
3.7.2 个别不能用专用扳手操作时,扭剪型高强螺栓应按大六角头高强螺栓用扭矩法施工。终拧结束后,检查漏拧、欠拧宜用0.3~0.5kg重的小锤逐个敲检,如发现有欠拧、漏拧应补拧;超拧应更换。检查时应将螺母回退30°~50°,再拧原位,测定终拧扭矩值,其偏差不得大于±10%,已终拧合格的做出标记。
3.7.2 When some special wrenches cannot be used for operation, torsion shear high-strength bolts shall be constructed by torque method according to the large hexagon high-strength bolts. After the final tightening, check the missing and under-tightening one by one with a small hammer weighing 0.3~0.5kg. If there is any under-tightening or under-tightening, make up; Over-tightening should be replaced. During the inspection, the nut shall be backed back 30 °~50 °, and then screwed to the original position. The final tightening torque value shall be measured. The deviation shall not be greater than ± 10%. The qualified final tightening shall be marked.
3.7.3 做好高强螺栓检查记录,经整理后归入技术档案。
3.7.3 Make inspection records of high-strength bolts and put them into technical archives after sorting.
感谢您的阅读,此文的文章来源:
扭剪螺栓专用扳手更多的内容和问题请点击:
我们会继续努力的为您提供服务,感谢您的支持!
Thank you for your reading. The source of this article is: special wrench for torsion shear bolts. For more information and questions, please click: We will continue to work hard to provide you with services. Thank you for your support!