扭剪型电动扳手高强螺栓衔接
High Strength Bolt Connection of Torsion-shear Electric Spanner
1 范围
Scope 1
本工艺规范适用于钢构造装置用扭剪型电动扳手高强螺栓施工工艺。
This technical specification is applicable to the construction technology of high strength bolts of torsional shear type electric wrench for steel structure devices.
2 施工准备
2. Construction preparation
2.1 资料及主要机具:
2.1 Data and main machines:
2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应契合设计请求和国度规范的规则。
2.1.1 Bolts, nuts and gaskets shall be accompanied by a certificate of quality and shall conform to the design requirements and the rules of the national code.
2.1.2 高强螺栓入库应按规格分类寄存,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤时,不得运用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足请求前方可运用。螺栓等不得被泥土、油污粘染,坚持干净、枯燥状态。必需按批号,同批内配套运用,不得混放、混用。
2.1.2 High-strength bolts should be stored in storage according to specifications, and be rain-proof and moisture-proof. When bolts and nuts are not matched and thread damage occurs, they shall not be used. Bolts, nuts and washers are corroded. The fastening axial force should be sampled and checked before the request is met. Bolts, etc. shall not be contaminated by soil or oil, and shall be kept in a clean and dry state. It must be used in the same batch according to the batch number. No mixing or mixing is allowed.
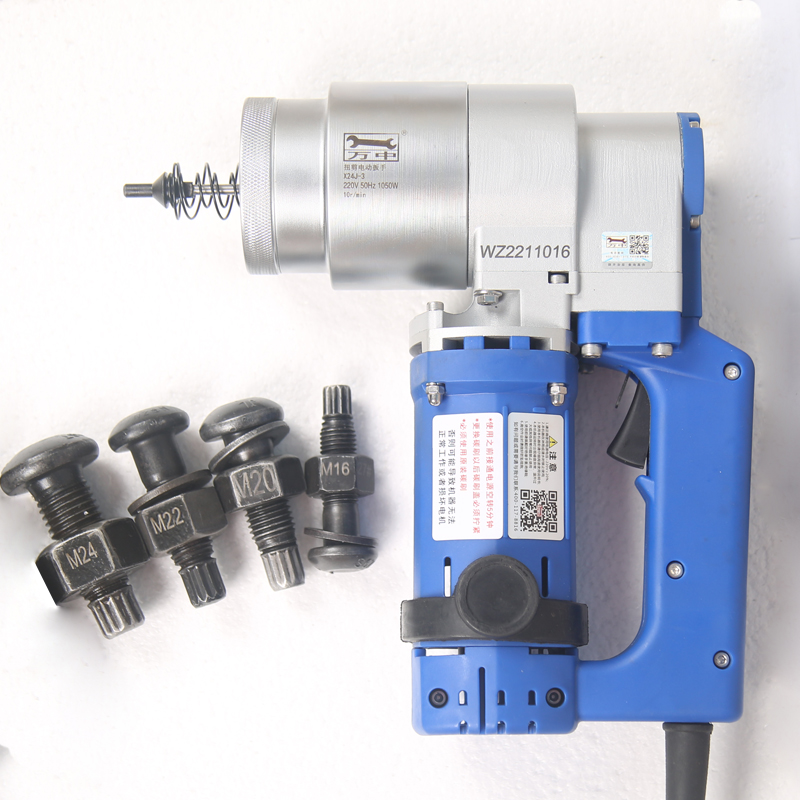
2.1.3 主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.1.3 Main machines and tools: electric torque wrench and controller, manual torque wrench, manual wrench, wire brush, tool bag, etc.
2.2 作业条件:
2.2 Operating conditions:
2.2.1 摩擦面处置:摩擦面采用喷砂、砂轮打磨等办法停止处置,摩擦系数应契合设计请求(普通请求Q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁皮,处置后的摩擦面可生成赤锈面后装置螺栓(普通露天存10d左右),用喷砂处置的摩擦面不用生锈即可装置螺栓。采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。摩擦面避免被油或油漆等污染,如污染应彻底清算洁净。

2.2.1 Friction surface disposal: Friction surface is stopped by sandblasting and grinding wheel. Friction coefficient should meet the design requirements (common request Q235 steel is above 0.45, 16 manganese steel is above 0.55). Residual iron oxide scale is allowed on the friction surface wood. After disposal, the screw bolts of the rear device with red rust surface can be formed (stored in open air for about 10 days). The screw bolts can be installed without rusting on the friction surface disposed by sand blasting. When grinding with grinding wheel, the grinding range is not less than 4 times the diameter of bolt, the direction of grinding is perpendicular to the direction of force, and the friction surface after grinding should not be uneven. Friction surfaces should be cleaned thoroughly to avoid contamination by paint or paint.
2.2.2 检查螺栓孔的孔径尺寸,孔边有毛刺必需肃清掉。
2.2.2 Check the hole size of bolt holes. Burrs on the hole edge must be removed.
2.2.3 同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.3 Bolts, nuts and gaskets of the same batch number and specifications shall be packed in boxes for use.
2.2.4 电动扳手及手动扳手应经过标定。
2.2.4 Electric wrenches and manual wrenches shall be calibrated.
4 质量规范
4 Quality Specification
3.1 保证项目:
3.1 Guarantee Project:
3.1.1 高强螺栓的型式、规格和技术条件必需契合设计请求及有关规范的规则,检查质量证明书及出厂检验报告。复验螺栓预拉力契合规则前方准运用。
3.1.1 The type, specifications and technical conditions of high strength bolts must conform to the design requirements and the rules of relevant specifications, check the quality certificate and the factory inspection report. The pre-tension fit rule of the re-inspection bolt shall be applied in front of it.
3.1.2 衔接面的摩擦系数(抗潜移系数)必需契合设计请求。外表严禁有氧化铁皮、毛刺、飞溅物、焊疤、涂料和污垢等,检查摩擦系数试件实验报告及现场试件复验报告。
The friction coefficient (anti-latent displacement coefficient) of the 3.1.2 interface must meet the design requirements. It is strictly forbidden to have oxide scale, burrs, spatters, weld scars, coatings and dirt on the surface. The test report of friction coefficient and the re-examination report of field test pieces are checked.
3.1.3 初拧扭矩扳手应定期标定。高强螺栓初拧、终拧必需契合施工标准及设计请求,检查标定记载及施工记载。
3.1.3 Initial twisting torque wrench should be calibrated regularly. Initial and final twisting of high strength bolts must conform to the construction standards and design requirements, check the calibration records and construction records.
4.2 根本项目:
4.2 Fundamental Projects:
4.2.1 外观检查:螺栓穿入方向应分歧,丝扣外露长度不少于2扣。
4.2.1 Appearance inspection: Bolt penetration direction should be different, the length of thread exposure should not be less than 2 buckles.
4.2.2 扭剪型高强螺栓尾部卡头终拧后应全部拧掉。
4.2.2 The end clamp of Torsion-shear high strength bolt should be screwed off completely after final screw.
4.2.3 摩擦面间隙契合施工标准的请求。
4.2.3 Friction clearance conforms to the requirements of construction standards.
5 废品维护
5 Waste Maintenance
5.1 构造防腐区段(如酸洗车间)应在衔接板缝、螺头、螺母、垫圈周边涂抹防腐腻子(如过氯乙烯腻子)封锁,面层防腐处置与该区钢构造相同。
5.1 Structural anticorrosive section (such as pickling workshop) should be sealed with anticorrosive putty (such as perchloroethylene putty) around jointing plate seam, screw head, nut and washer. The surface anticorrosive treatment is the same as that of steel structure in this area.
5.2 构造防锈区段,应在衔接板缝、螺头、螺母、垫圈周边涂快干红丹漆封锁,面层防锈处置与该区钢构造相同。
5.2 In the structural rust-proof section, fast-drying red paint should be applied around the joints of joints, bolts, nuts and washers, and the surface rust-proof treatment is the same as that of the steel structure in this area.
6 应留意的质量问题
6. Quality issues to be noted
6.1 装配面不契合请求:外表有浮锈、油污,螺栓孔有毛刺、焊瘤等,均应清算洁净。
6.1 The assembly surface does not meet the requirements: the appearance of floating rust, oil stain, burrs in bolt holes, welding nodules, etc., should be clean.
6.2 衔接板拼装不严:衔接板变形,间隙大,应校正处置后再运用。
6.2 Insufficient assembling of the connection plate: the connection plate is deformed and has large clearance. It should be corrected and disposed of before it is used.
6.3 螺栓丝扣损伤:螺栓应自在穿入螺孔,不准许强行打入。
6.3 Bolt screw damage: Bolt should be free to penetrate the hole, not forcibly penetrate.
6.4 扭矩不准:应定期标定扳手的扭矩值,其偏向不大于5%,严厉按紧固次第操作。
6.4 Torque inaccuracy: The wrench's torque value should be calibrated regularly, and its deviation is less than 5%. The wrench should be operated strictly according to the tightening order.
7 质量记载
7 Quality Records
本工艺规范应具备以下质量记载:
This process specification shall have the following quality records:
7.1 高强螺栓、螺母、垫圈组成的连续副的出厂质量证明、出厂一检验报告。
7.1 Quality Certificate of Continuous Pairs of High Strength Bolts, Nuts and Washers and One Inspection Report of Exit.
7.2 高强螺栓预拉力复验报告。
7.2 Re-inspection report on pre-tension of high strength bolts.
7.3 摩擦面抗滑移系数(摩擦系数)实验及复验报告。
7.3 Anti-slip coefficient (friction coefficient) experiment and re-examination report of friction surface.
7.4 扭矩扳手标定记载。
7.4 Torque wrench calibration record.
7.5 设计变卦、洽商记载。
7.5 Records of design change and negotiation.
7.5 施工检查记载。
7.5 Records of construction inspection.
以上是
扭剪扳手厂家为大家整理的相关内容,想要了解更多内容,欢迎访问网站:
Above is the relevant content of the wrench manufacturer for you. For more information, please visit the website: ./